TOP > 温度計 テクニカルマガジン > 06 高温金属の温度測定②~レーザ溶接編~
- INDEX
- TOP
- 01
非接触温度計(放射温度計)
選定のポイント①
「波長」 - 02
非接触温度計(放射温度計)
選定のポイント②
「温度の3要素」
放射率・透過率・反射率 - 03
炉の窓越しに
ワークの温度を測定する方法 - 04
フィルムの温度測定のコツ
- 05
高温金属の温度測定①
~基本・溶融金属編~ - 06
高温金属の温度測定②
~レーザ溶接編~ - 07
高精度に
ガラスの温度測定を行うなら - 08
はんだ不良を防止するなら
- 09
高温ワークも高精度に温度測定できる!
2色温度計とは - 10
金型の温度管理が重要なワケ
- 11
非接触で低温金属の温度測定は難しい!?
低温金属(250℃以下)の温度測定 - 12
防塵・冷却対策、屋外使用に
サーモグラフィ耐環境オプション 

- 高温金属の温度測定は対象物の温度帯に合わせて温度計を選定することが基本です(詳しくは05 高温金属の温度測定① ~基本・溶融金属編~)。
今回は高温金属の中でも難しいとされている「レーザ溶接の温度測定」が可能な温度計をご紹介します。
06 高温金属の温度測定②
~レーザ溶接編~
- 溶接の不具合は溶接後の検査でしか発見できず、不具合が発生した場合は前工程に戻す必要があるため、直行率が悪くなっていました。
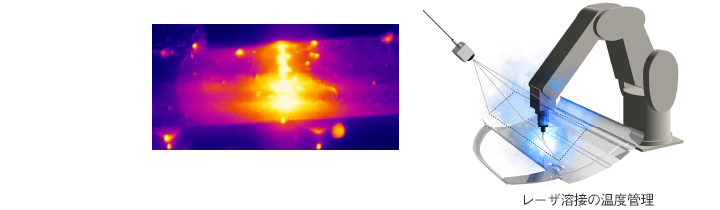
- 溶接時に温度を測定することでその場で溶接不良の発見・分析ができます。

- レーザ溶接時には温度測定を妨害する要因(光、煙、火花)が多く発生します。金属測定用のサーモグラフィでも光、煙、火花の影響を受けます。その影響により映像が乱れ正確な溶接部分の温度測定が困難となります。
1.レーザ溶接の課題と温度を測定する目的
2.レーザ溶接時の温度測定が難しい理由
- 金属測定用
サーモグラフィの場合 - レーザ溶接向け
サーモグラフィの場合 - レーザ光の影響をうけて溶接部分がぼやけてしまい正確な温度測定ができない。
- 0.78~0.82μmの赤外線エネルギーのみを測定することでレーザ光をカットでき、溶接部分の温度のみ測定できる。
- PI1M(測定波長:0.85~1.1μm)
- PI08M(測定波長:0.78~0.82μm)
- 金属測定用の中でも、より短波長の「レーザ溶接向けサーモグラフィ」を選定!
- レーザ溶接向けサーモグラフィは検出波長を限定することでレーザ光などの影響を受けにくくなっています。 溶接部分が発する波長のみを受光することで安定した温度測定が可能です。
-
- 【製品情報】
「レーザ溶接の温度測定」に 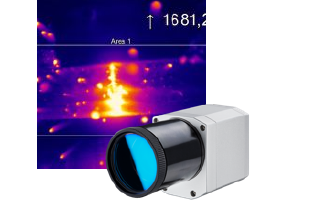
- 設置型赤外線サーモグラフィ
- PI05/08M
- 高温域タイプ
【PI05M】
測定温度範囲:+900~+2450℃
検出波長:0.5~0.54μm
応答時間:1㎳
低温域タイプ
【PI08M】
測定温度範囲:+575~+1900℃
検出波長:0.78~0.82μm
応答時間:1㎳
- 製品詳細ページへ