







ワーク表面にあるキズの検出では、ワークの透明度や光沢の有無によって最適な検査方法が異なります。
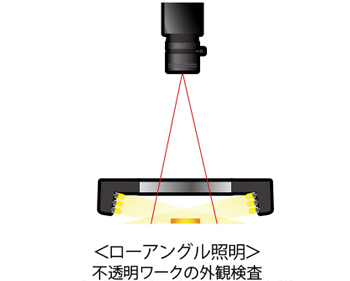
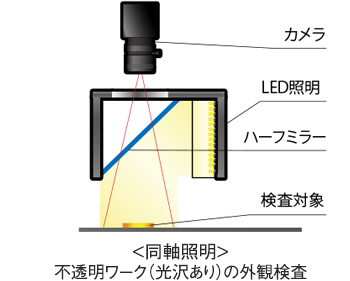
ワークが不透明の場合、キズを光らせて白く撮像するか、表面を明るく照らしてキズを黒く撮像するかを表面状態によって選択します。
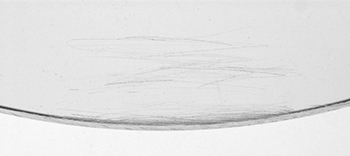
一方で、ワークが透明な場合は透過検査によりキズを黒く撮像する方法が一般的ですが、照明の指向性が高いほどキズをくっきりと撮像できます。
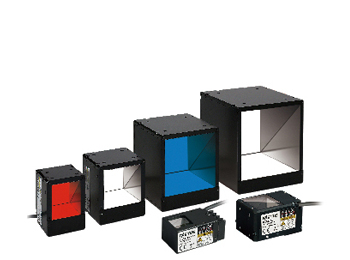
ローアングル照明でキズに対して浅い角度で照射し、キズを白く光らせて撮像します。

同軸照明でカメラの光軸と同じ角度で照射し撮像するとキズの箇所を黒く抽出可能です。

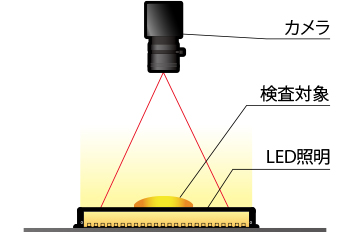
バックライト照明を使用し、透過検査によりキズのシルエットを撮像します。
バックライト照明を使った透過検査では、キズ部分で光が散乱します。
この時、どの方向から光が当たるかで画像の見え方が変わります。
キズの無い箇所はまっすぐカメラ方向に光が抜けるため白く撮像でき、キズ部分は光が散乱することでカメラ方向に透過する光が弱くなります。そのためキズの無い箇所に比べて相対的に黒く撮像できます。

キズに対してさまざまな方向から光が当たるためキズ部分が散乱によって光ってしまい、キズ部分もキズのない箇所もどちらも白く撮像されます。
キズの有無でコントラストが取りにくいためキズの検出にはあまり向いていません。
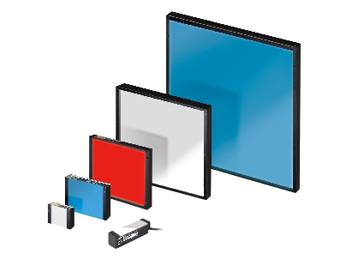
不透明なワーク上のキズのような微小な凹凸を検査する場合には、波長の短い青色が適しています。
一般的に、波長の短い光では解像力が高く、波長が長くなるにつれて解像力が低下し、撮像画像がボケてしまうことで微細なキズが検出しづらくなります。
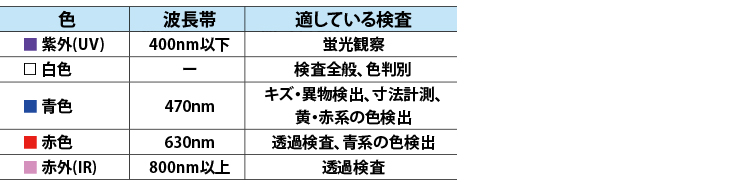
一方で、透過検査で物体を透かして見る場合には、物体を透過する波長を選択します。
例えば、茶色のガラス瓶の透過検査であれば、青い光は吸収されてしまうため赤系の波長の光を用います。
青いガラスの透過検査であれば、その逆となり赤い光は吸収されてしまうため青系の波長の光を用います。
また可視光よりも波長の長い赤外光は物体を透過しやすいため、透過検査でよく使用されます。